

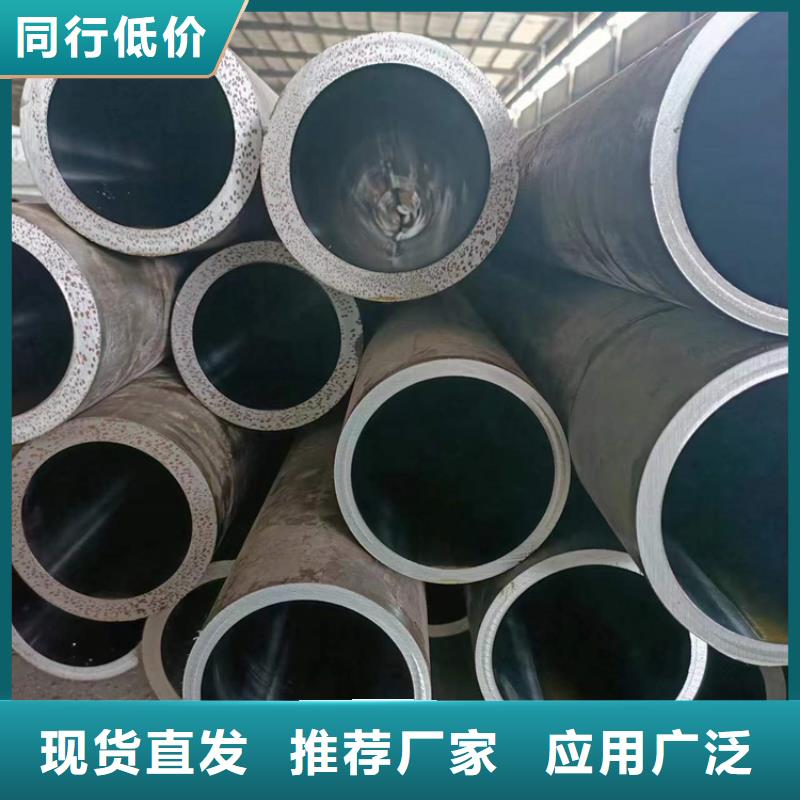


珩磨管 研磨缸筒适用场景产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:无锡惠山珩磨管 研磨缸筒适用场景的图文介绍
九冶管业(无锡市惠山区分公司)主要业务范围 油缸管。公司自成立以来,经过多年的发展,建立并完善了组织管理体系,职业管理体系认证。我们拥有经验 丰富的设计、施工团队,并引进了技术。只做合格产品,真诚服务客户是公司经营的宗旨,我们将以优良的产品质量、严格科学的管理、完善的服务与各地客户真诚合作,共为我国康体事业的 发展做出贡献。


其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)珩磨管将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。 冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退 火线。轧硬卷重一般在6~13.5吨,钢卷内径为610mm。



绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。



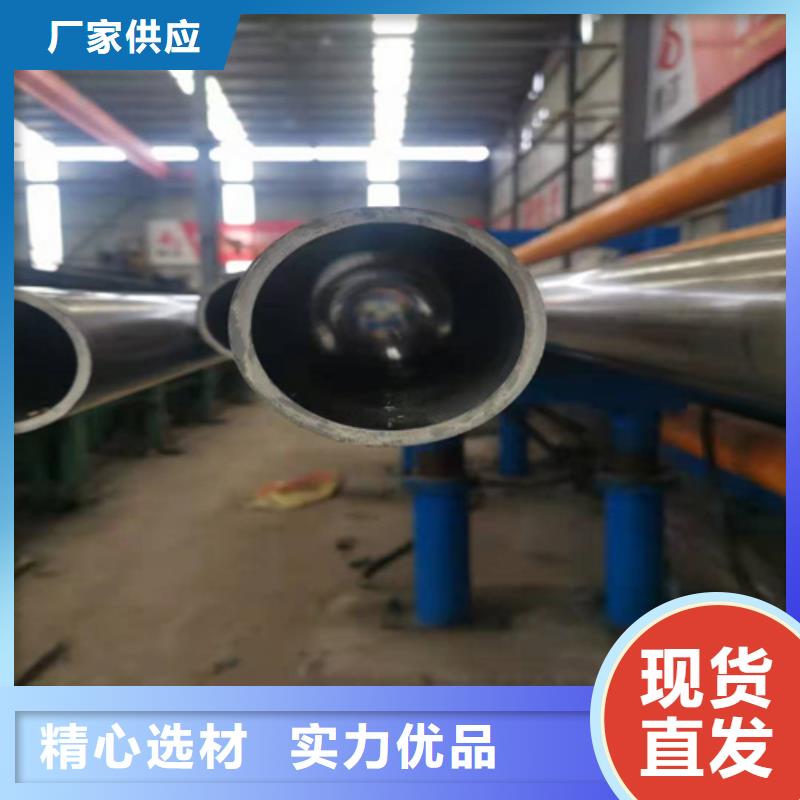
性能也不会受到影响。从上述种种特点看来,选择珩磨管珩磨管才是明智之举。客户在选用珩磨管的时候,在珩磨管跟无缝钢管之间无法选择,既要考虑珩磨管性能方面的优劣,还要结合价格的高低,一时之间确实很难做出决定。相信大家看了下面内容之后就不会那么纠结了。对珩磨管制成的油缸缸筒进行滚压,就是为了减少珩磨管表面微小裂纹,对裂缝进行封闭,同时还可以提高珩磨管抗疲劳强度。须重点注意的是,滚压前 用浮动镗刀精加工,以此保证滚压前孔壁的光洁度、滚压余量和确保孔的几何尺寸精度。



为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。