

【全新视界!】 镀锌管一站式采购商产品视频,带你领略产品新风尚!
以下是:衢州江山 镀锌管一站式采购商的图文介绍


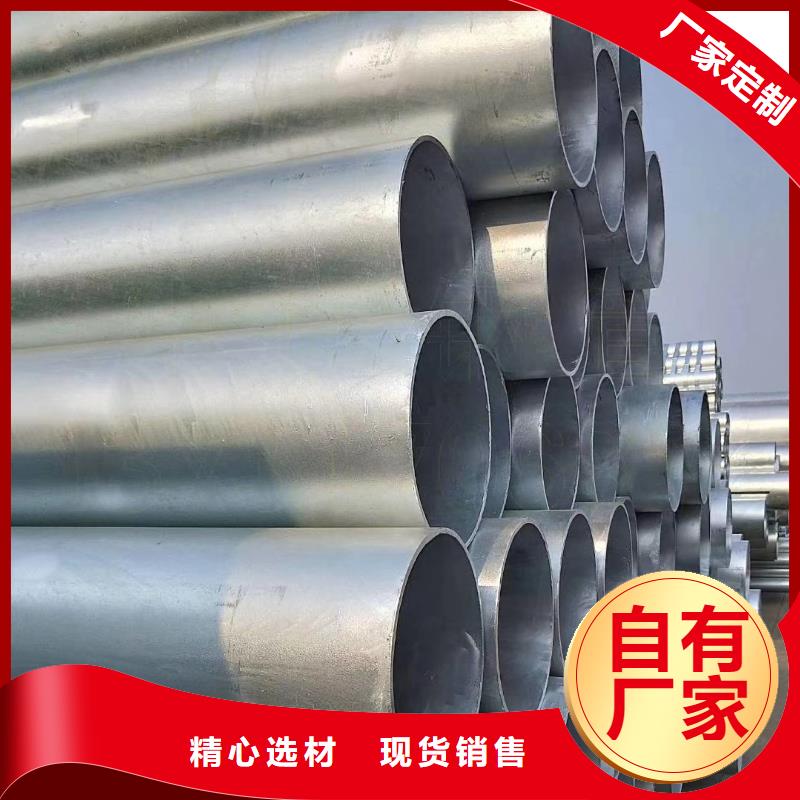
另一方面,衢州江山镀锌焊管生产过程的质量控制可以通过检测结果的信息反馈系统进行。 因此,开展无损检测是提高焊管质量和生产水平的重要技术措施。 为实现上述目标,各国都高度重视焊管生产新工艺、新技术的试验研究。 例如,美国近成功研究了一种新的方波焊接技术,可以生产直径为7-76毫米的焊管。 衢州江山镀锌管由于方波焊接不受电流峰值的影响,边缘受热均匀,焊接质量好。 用于生产薄壁和超薄壁焊管的滚压成型技术现已在许多 得到应用。 焊管已与冷拔、冷轧相结合,实现了连续生产,也取得了良好的效果。 美国还在406毫米直缝焊管机组中配备冷扩机,以提高成品管的强度,同时提高管段的形状和尺寸精度。



09CuPCrNi-A钢板产品质量: 我公司 09CuPCrNi-A钢板产品都严格遵守“出厂产品合格,不合格产品不出厂”的原则,高质量的产品是企业发展的根本,在严把质量关的同时,还可根据客户要求定制。只有不断的提高 09CuPCrNi-A钢板产品的质量,才能满足客户的要求,企业也得以发展。
良好的信誉: 讲信誉是商业道德的基本规范之一,“信誉”作为中国企业走向世界的准入证,是市场经济的血管和命脉。一直以来,“信誉”代表了我公司的市场名誉,得到了广大客户的认可。
满意的售后服务: 满意的售后服务是提高企业形象的重要指标,只有售后服务紧跟到位,才能不断把苏沪金属制品(衢州市江山市分公司)的形象推向新的台阶,才能受到更多客户的信赖与支持。


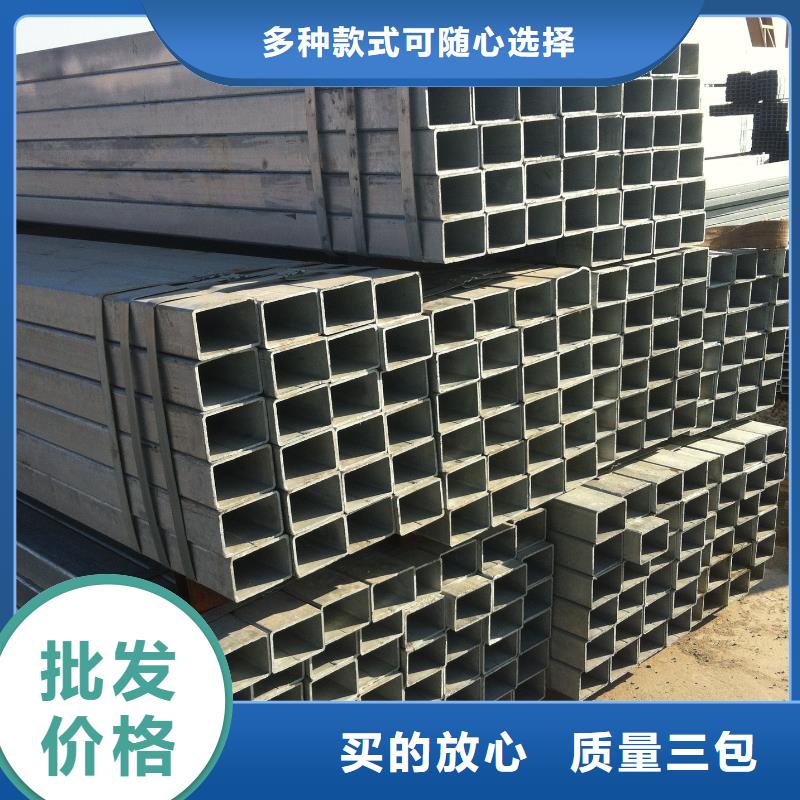
首先,衢州江山镀锌管应分批提交验收,配料规则应符合相应产品标准的规定。一般情况下,焊接钢管管径较小时,一般采用直缝焊,大口径钢管多采用螺旋焊。 按钢管端部形状可分为圆形焊接钢管和异形焊接钢管。 异形焊接钢管主要是指方形和矩形镀锌方管。 按材质和用途不同分为矿用流体输送用焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊用电焊钢管。 根据现行 标准中的规格尺寸表,外径和壁厚从小到大排序。其次,在衢州江山镀锌方管的检验过程中,应进行的检验项目、取样数量、取样部位和试验方法应符合相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧根组分批取样。 在分析检测结果时,如果某项不符合产品标准的要求,应剔除不合格的,从同批次的直缝钢管中抽取双倍的样品进行检验。 重新检验合格的项目。复检不合格的,该批直缝钢管不予发货。 如果复检结果仍不合格,则镀锌方管需一根一根验收,或重新热处理,重新提交一批验收。 产品标准未作特别规定的,应按冶炼成分对镀锌方管的化学成分进行验收。



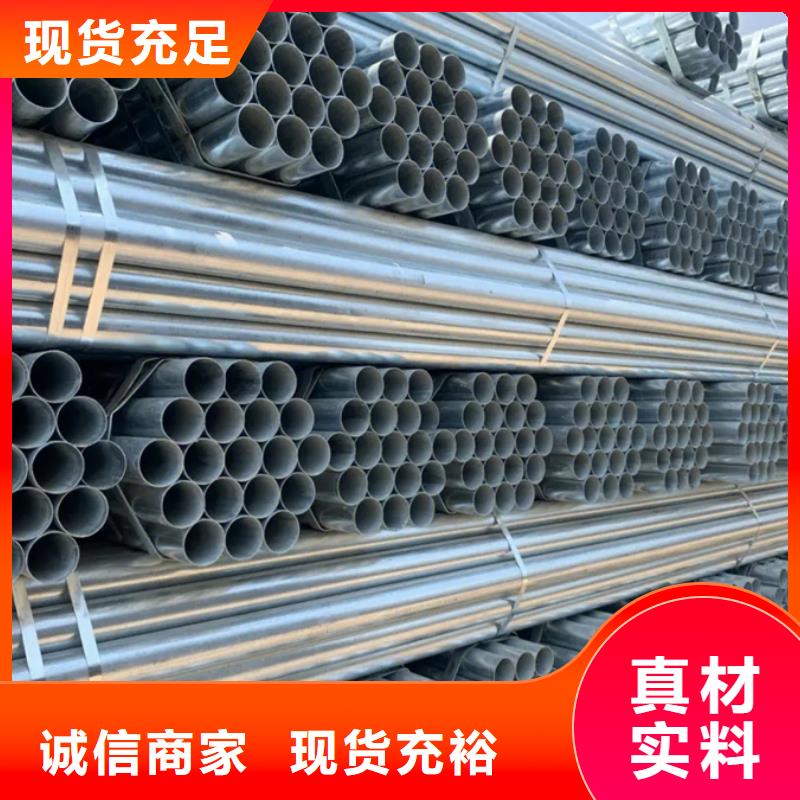
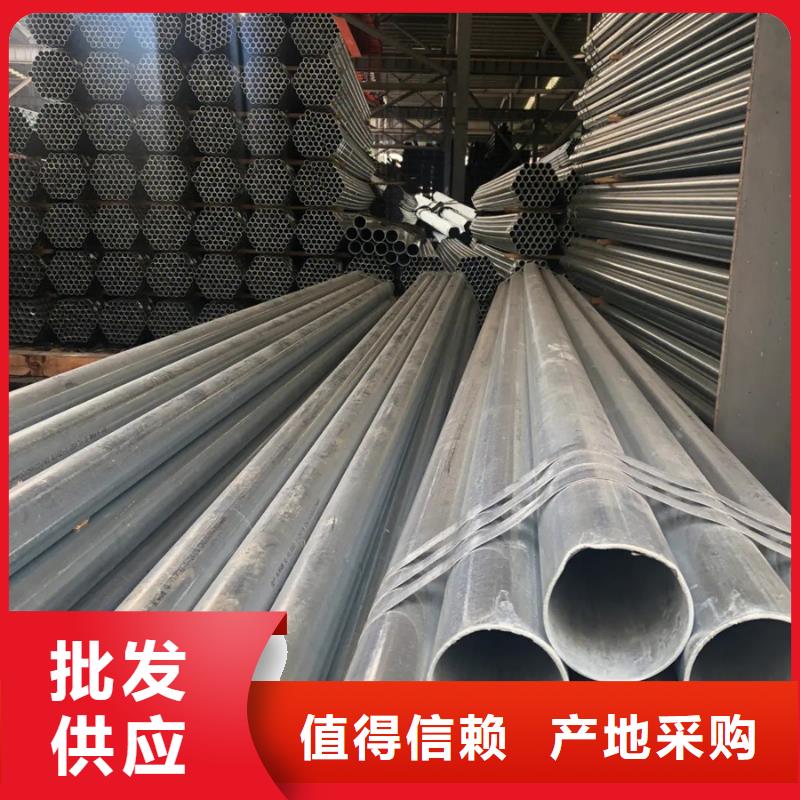
衢州江山镀锌管加工时当钢带的头尾对接焊缝较大时,如果在过成形时处理不当,很容易造成较大的错位。由于未切割钢带的头部和尾部的形状和尺寸精度较差。 螺旋钢管是以带钢卷材为原料制成的。 它是采用自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,常采用温挤压成型。 原材料为带卷、焊丝、焊剂。 投入使用前必须经过严格的理化检验。 带钢头尾采用单丝或双丝埋弧焊对接,卷成钢管后采用自动埋弧焊补焊。 成型前对带钢进行校平、修整、刨平、表面清理、输送和预弯。 衢州江山Q345B镀锌钢管采用电接点压力表控制输送机两侧油缸的压力,保证带钢输送顺畅。采用外控或内控滚压成型。采用焊缝间隙控制装置,保证焊缝间隙满足焊接要求,严格控制管径、错位量和焊缝间隙。 内焊外焊均采用美国林肯焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。 焊缝全部采用在线连续超声波自动损伤仪检测。保证100%的螺旋焊缝无损检测覆盖率。 如有缺陷,自动报警并喷标,生产工人可随时相应调整工艺参数,及时缺陷。 使用空气等离子切割机将钢管切成单件。


