




想一睹闸门-pz机闸一体式铸铁闸门优质材料厂家直销产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:上饶广丰闸门-pz机闸一体式铸铁闸门优质材料厂家直销的图文介绍

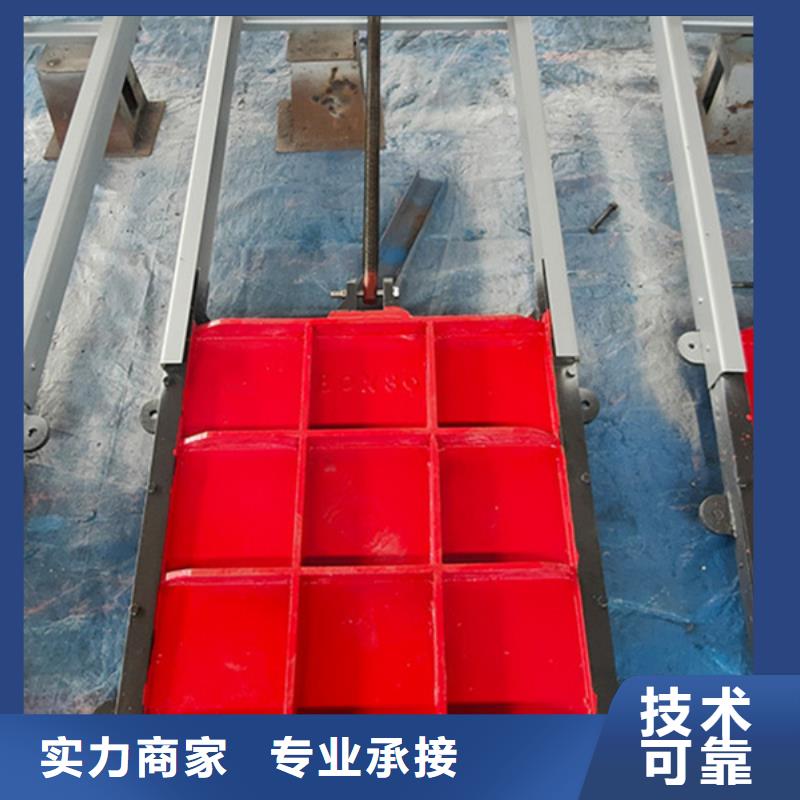
一、清洗表面污垢、灰尘,各润滑点加足润滑剂脂; 二、安装过程中应保证机器与闸门同心度,误差不超过5mm; 三、机器装上,先行空载运行两个全程检查有无反常; 四、试车时先100mm,检查各部件有无变形,闸门在门槽中的滑动情况,确认无误后方能继续,每0.5m再检查一次。当PK1发讯时,表明油泵压力过低,声光报警,停泵检修。螺杆式启闭机调试方式及注意事项: 1、当启闭机在无载荷的情况下,保证三相电流不平衡不超过正负10%,并测出电流值。 2、对于上下限位的调整:当闸门处于全闭的状态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。 3、对于启闭机的主令操控装置调整,务必保证闸门升降到上、下限位时的误差不超过1cm。


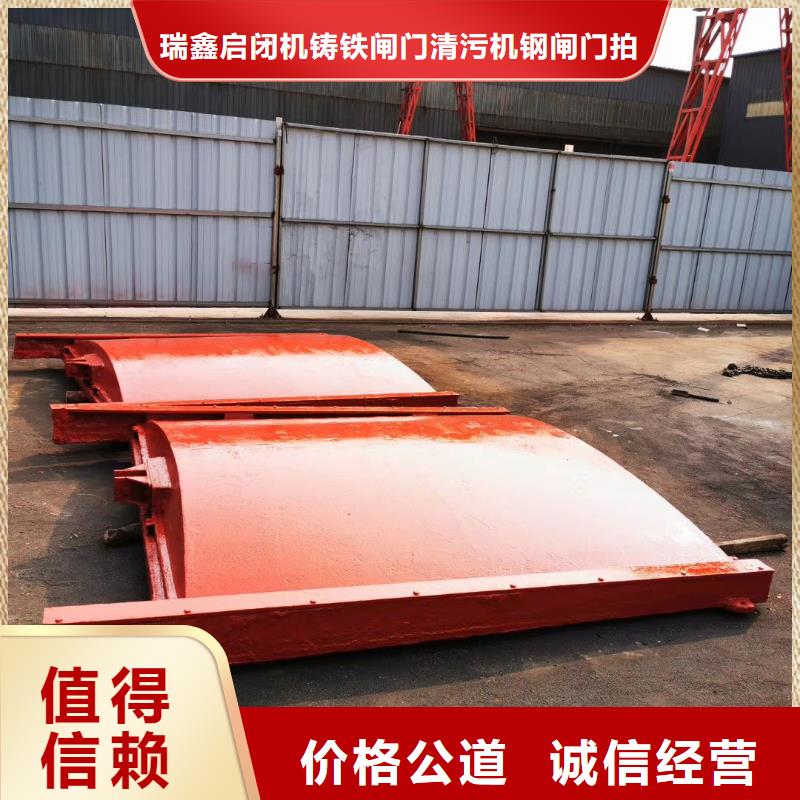
铸造闸门安装时应采用整体就位的方式,以防止闸框变形。 铸造闸门安装前,首先要检查各连接部位的螺栓是否因为运输和装卸而松动,如果有松动,就应将其紧固。 确认主立架和横架连接处止水面是否有错位,如果有错位,则松动连接螺栓,使止水面调整到同一平面。 浇筑闸门应整体就位安装,严禁闸框、闸板分体安装,防止闸框变形。 安装前应先检查立、横框之间、闸板与闸板之间的连接螺钉是否松松脱,是否有错接,是否将其调至平面内,检查闸板与闸板之间的间隙,确保闸板与闸板之间的间隙不大于0.08mm,如果间隙过大,可调整关闭装置。向上紧固各螺栓。



瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂(上饶市广丰区分公司)自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 复合铸铁闸门上下游产业结构,以行业领军为愿景,为 复合铸铁闸门行业的发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。



