

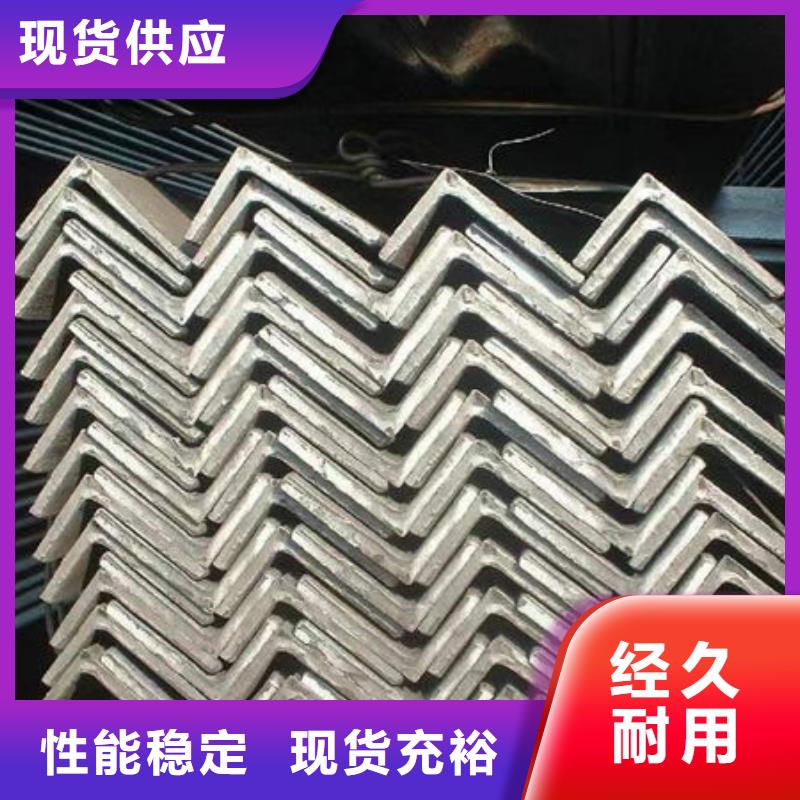



无缝钢管一般是钢水通过环形狭缝积压出来,然后经过拉伸等处理工艺,使之无焊缝。无缝钢管厂广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。无缝管用途很广泛。一般用途的无缝管钢材由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。无缝钢材管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
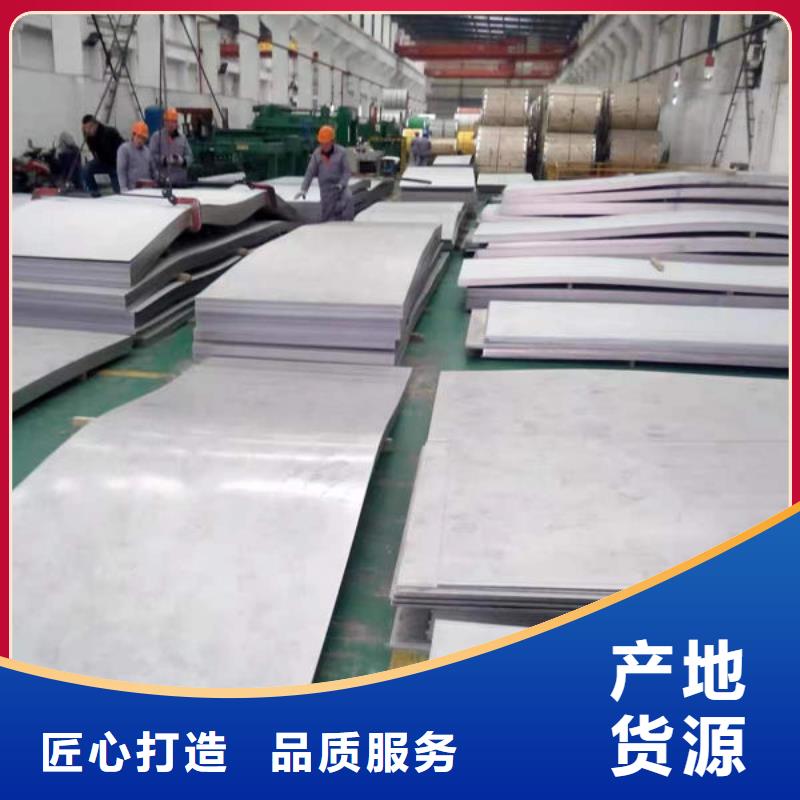
冷轧卷板以热轧卷板为原料,冷轧时,轧件是在再结晶温度以下轧制的,一般钢轧件在室温下轧制。含硅量较高的硅钢材片,脆性大塑性低,在冷轧前需要预热至200℃。冷轧卷板生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。冷轧卷板应用领域很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。一般规格:厚度0.15-3mm,宽度550-1530mm,卷板外径 Φ1000-2500mm,卷板内径Φ410-610mm。 重量:45吨。

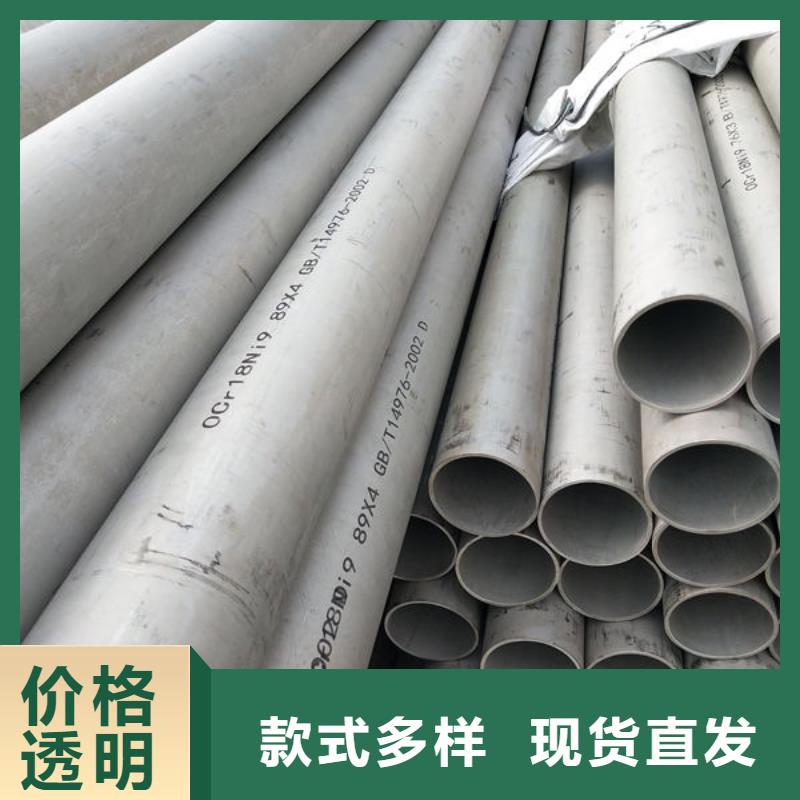
常见的钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。
前两天介绍了方管的一些基本概念,大家也对方管有了一些了解,今天就给大家聊一聊镀锌方管的焊接手法和普通管材的区别。镀锌方管的焊接手法和普通方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌方管的钢材焊接手法和普通方管相同,减少了未焊透的可能性。