导读 【路桥达桥梁护栏不锈钢复合管护栏厂】为您提供
荥阳河堤防撞护栏、
巩义灯光防撞护栏等多元产品与服务。
桥梁护栏不锈钢复合管工厂批发,
达桥梁护栏不锈钢复合管护栏厂(郑州市上街区分公司)为您提供
桥梁护栏不锈钢复合管工厂批发的资讯,联系人:
陈宝岭,电话:
【13176161119】、【13176161119】。 河南省,郑州市,上街区 上古为高辛氏祝融和有熊氏黄帝管辖之地。尧、舜、夏朝属豫州。民国初属豫东道汜水县。1954年,成皋县、荥阳县合并后,属荥阳县第五区。2004年7月,峡窝镇正式划归上街区。截至2020年6月,上街区辖5个街道、1个镇,区人民政府驻中心路132号。
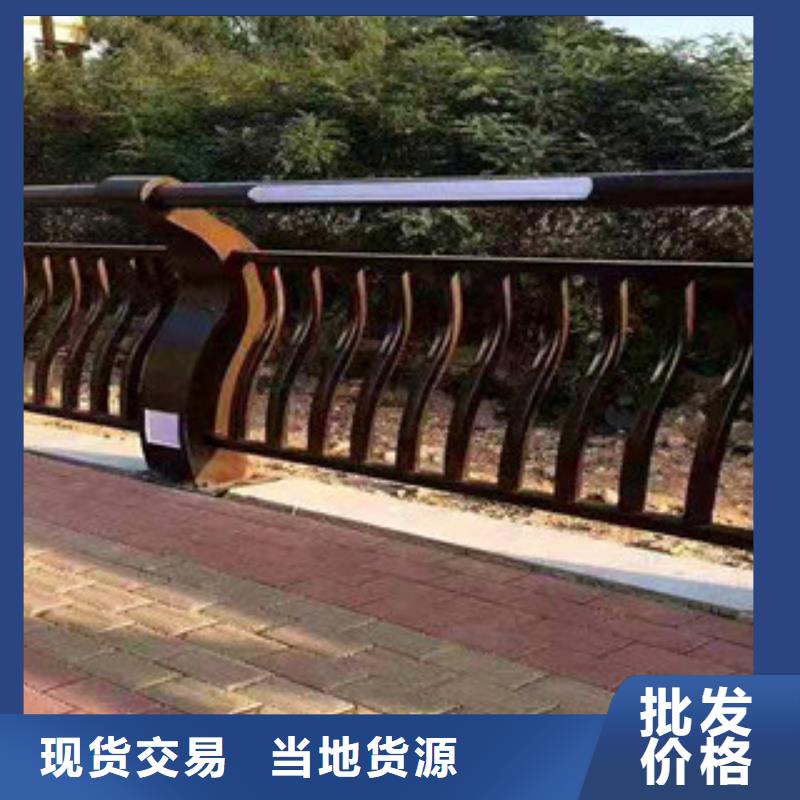
桥梁护栏不锈钢复合管工厂批发的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:郑州上街桥梁护栏不锈钢复合管工厂批发的图文介绍


路程护栏应可以有效地阻遏车辆并对车辆进行导向,制止车辆任何办法的穿越、翻越、骑跨、下穿护栏。路程护栏应有杰出的导向功用,车辆磕碰后的驶出角度应小于磕碰角度的65%.磕碰后试验车辆应坚持正常行进姿态,不发生横转、掉头等现象。桥梁防撞栏模板选用定型钢模,单片长度为6米。加固方法为内侧拉杆配合外侧支撑。端头模板同样选用定型钢板,固定方法为高强螺栓。一起防撞栏的断缝同样选用定型钢板,拆模后的断缝为65px宽的真缝,充分保证防撞栏混凝土不开裂、外观质量杰出。注意事项模板撤除应遵从先支后拆,后支先拆的次序,拆时制止抛扔。拆模时刻不宜过早,应在混凝土强度能保证其外表及棱角不至因拆模而受损坏时方可撤除,一般当混凝土强度到达规划强度75%时。撤除模板时,不允许用猛烈地敲打和强扭等方法进行。模板撤除后,应修理整理,分类妥善存放。为保证性,5级以上大风、大雨、大雾和大雪天暂停装、拆模作业。工人进入施工现场必须戴好帽,佩好带,东西及构配件要放在东西袋内,穿防滑鞋工作、袖口、裤口要扎紧。高空作业必须拴好带。加强防护,按规则设置栏杆、等防护和标志。护栏模板设备,运用自制加工梯子要挂牢。凡参加高空作业人员在上岗前必须进行,凡患有不适应高空作业的人员,不得参与桥梁防撞栏等高空作业。



达桥梁护栏不锈钢复合管护栏厂(郑州市上街区分公司)一家专业生产 【镀锌波形护栏】的厂家,我厂始终秉承“以品质为基础,以服务为宗旨”,力求给广大客户提供z u iz u i优质的产品,z u i的服务,自创建以来赢得了客户的一致好评和业内的高度赞扬。公司拥有专业的设计制作团队、高标准的精良设备,公司拥有自己的生产厂房,能批量设计生产各种 【镀锌波形护栏】等产品。公司制作材料的应用,技术的开发,质量的检验和制作工艺上都有严格的标准,每个细节都力求完美精益求精。


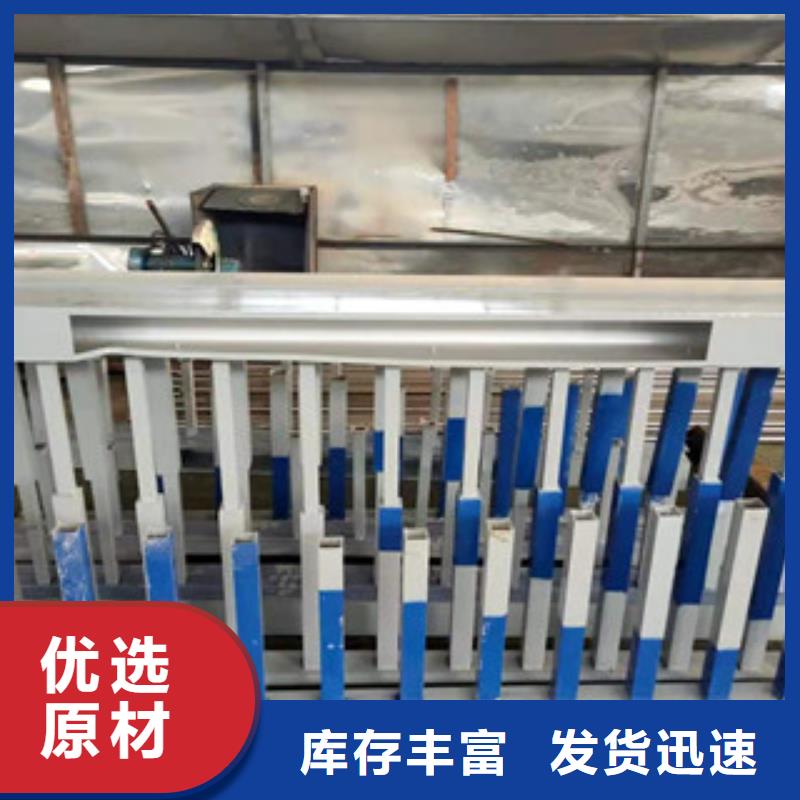
护栏立柱简介:镀锌涂塑护栏立柱,是由Q195-Q235钢板去除钢板表面的氧化铁,经酸洗后镀锌,镀锌完成后经表面清理,静电喷塑(涂塑),高温烤制而成,具有镀层、塑层均匀,附着力强,表面光洁,使用寿命长等优点。因而镀锌涂塑护栏的质量及寿命远远超越油漆等常规方式处理的钢管,镀锌喷塑护栏立柱还有一个优点就是可以根据客户的要求来制定任意颜色,从而制作出具有地方特色的独特不锈钢复合管护栏及护栏立柱。
山东路桥达公司占地面积1.5万多平方米,员工近百人,专业从事护栏立柱与不锈钢复合管制作及其工程的设计、生产、销售与安装,并具有一整套完善的运营模式。护栏立柱以及各类金属加工设备多套(数控等离子切割机、冲床、冼床等),公司还拥有独立的喷塑车间,良好地处理好钢板表面效果。护栏立柱材质:Q235,Q345、优质低碳钢板或不锈钢钢板。表面处理:热镀锌或者喷塑、银白色,蓝色或者绿色.也可在表面粘贴反光膜。
护栏立柱制造工序:优质钢板切割、打磨。酸洗、后做热镀锌或热镀锌喷塑处理。护栏立柱定制说明:护栏立柱订单客户预付厂家订单总金额的30%的定金。护栏立柱 厂家收到签约定今日按照客户要求或提供的图纸安排生产。护栏立柱按照合约的生产到期日生产完毕验货结付余款。护栏立柱厂家提供物流发货等服务运费客户承担.



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。