




无论您是初次接触还是已经熟悉,我们的带钢卷管机钢管桩施工工艺流程质保一年产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:江西九江带钢卷管机钢管桩施工工艺流程质保一年的图文介绍


山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



保护气氛的影响 采用液氨分解气体为保护气氛、液氨在400℃以上将发生如下分解反应。2NH3→3H2+N2qing气为还原气体,在一定条件下可以使某些金属还原,dan气为中性气体。以液氨分解气氛为保护气体,可使卷管表面白亮光滑,因而是经济、理想的保护气体。 固溶处理温度 固溶处理温度是固液处理工艺重要的参数之一,过高或过低都将会直接影响卷管的质量,温度过高钢板卷管组织粗化,性能下降,温度过低固溶不完全,应力不彻底,选用1080℃?10℃,并进行适当保温,碳化物得到充分溶解。 4.冷却速度


自成立以来,山特金属制品(九江市分公司)一直专注于【冷拨圆钢】的品牌形象。经过市场的多年积淀,公司在【冷拨圆钢】产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项【冷拨圆钢】工作从细节开始、分工明确、率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。



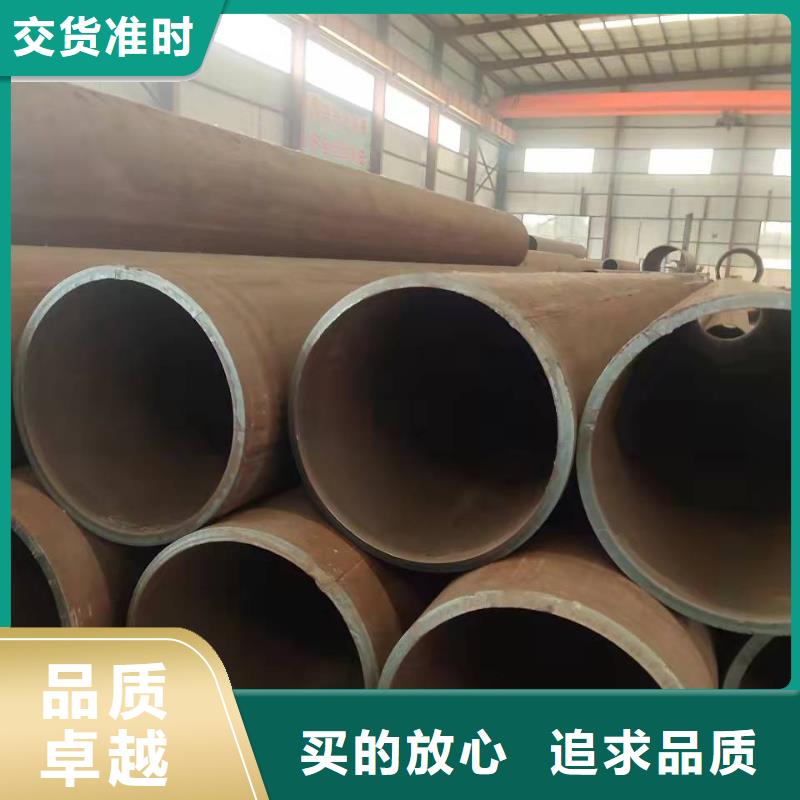
厚壁钢板卷管厂定制主要生产销售:钢板卷管,厚壁卷管,大口径卷管,丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管的大型卷管厂,本厂生产的丁字焊卷管,16Mn卷管,Q345B卷管,异型卷管远销国内外各大工程建筑。 可按GB、HG、GD、SH、ANSI、ASME、API 5L、FOCT、DIN、JIS等标准生产,本公司开发研制的各种卷管系列产品畅销全国各地,广泛出口欧美、中东及东南亚 和地区。卷管年生产能力达10万吨,公司还拥有国内的涡流探伤和水压试验机,理化试验,无损探伤等设备,是华北地区一定规模的卷管生产企业。


钢板卷管钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。


