服务热线:13298459090
联系我们

更新时间:2026-03-23 05:37:44 ip归属地:兴安,天气:多云转晴,温度:-3-11 浏览次数:5 公司名称: 建贸机械设备(兴安市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |
| 范围 | 钢筋笼地滚机_诚信企业供应范围覆盖内蒙古、呼和浩特市、包头市、乌海市、赤峰市、通辽市、鄂尔多斯市、呼伦贝尔市、乌兰察布市、兴安市、锡林郭勒市、阿拉善市等区域。 |
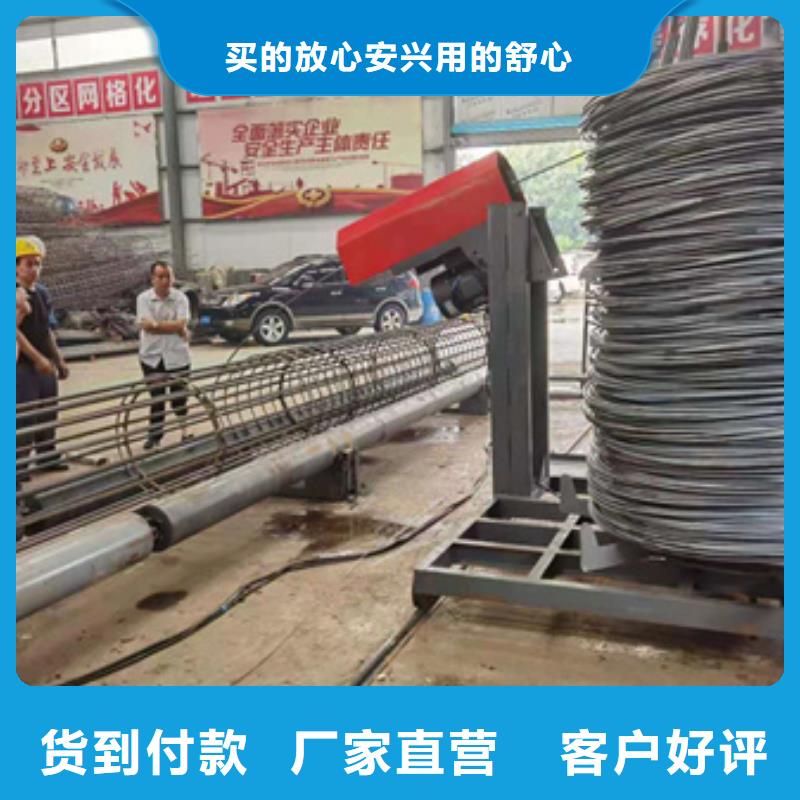




小导管冲孔机机械主要部件:电器部件:采用台湾圌台达可编程控制器、伺服电机、伺服驱动器与连接件滚珠丝杆:台湾产TGB进口丝杆直线导轨:台湾产HIWIN进口导轨送料滚轮:采用中空,表面镀硬铬,表面处理到60°(HRC)。●可以接连出产任何形状的产品,而不需要机械上的调整;在批改曲折视点时也不需要中止加工。传统工艺比较:●箍筋的传统加工工艺一般是使用单机将盘圆钢筋经过调制、堵截、弯箍等工序而散布完结。其工艺较为落后,不能满意现代施工进度的需要,且很多糟蹋方才、占用较大的空间、用工多、出产率低、箍筋尺度精度和形状精度差。 建贸机械为客户提供优质的产品和良好的服务,携手合作,共谋发展! 钢筋放线机构设置在移动旋转驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在移动旋转驱动机构上,主筋导管设置在固定旋转驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学技术的日益进步,工程机械将会发生翻天覆地的变化,在过去的施工中,钢筋笼采用手工轧制或手工焊接的,除了效率低下外,主要的缺点是制作的钢筋笼差,设备尺寸不规范,影响到工程建设的工期与钢筋加工主要包括钢筋的剪切、矫直、强化冷拉延伸、弯曲成型、滚焊成型、钢筋的连接、焊接钢筋网等。全自动钢筋笼绕筋机是将这些设备有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,了各个环节间的工艺时间和配合偏差,大大了钢筋笼成型的和效率,为钢筋笼的集中制作、统一配送提供了奠定了良好的技术和基础。同时,全自动钢筋笼绕筋机的使用将大大的减轻操作人员的劳动强度,为施工单位创造良好的经济效益和社会效益。全自动钢筋笼绕筋机的使用,开创了钢筋笼加工的新局面,是今后钢筋笼加工的发展方向。
锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机

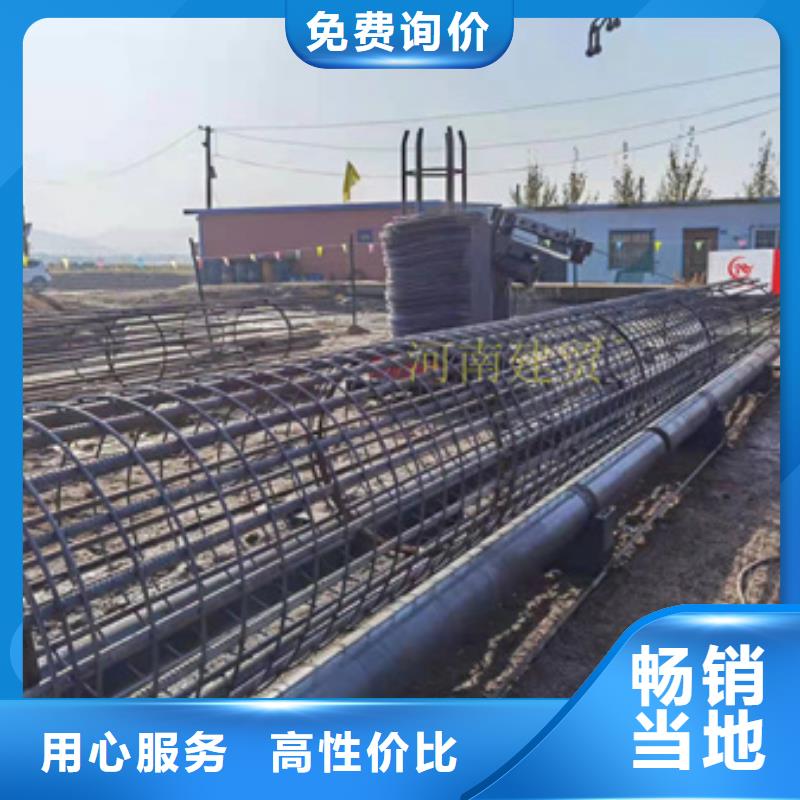
传统以来,在有桩基施工的建筑工程中,桩基所用的钢筋笼一直由人工缠绕绑扎或弯圆后焊接。由人工制作钢筋笼,间距不均匀,松松垮垮,极易变形,影响了工程质量;且需要大量的人力,加工成本也很高。在我国各施工现场,还是以人工加工为主,但钢筋笼的自动成型已成必然发展趋势。(设定各功能区域,绕筋机选择钢筋笼生产工艺,确定本机位置) 安装; 1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。 2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。 传动安装;减速机安装在动力基座电机底板上,安装好链条,过渡链条松紧(指压松边20-50mm为宜),张紧链条尽量绷紧。 钢筋笼生产线操作规程 钢筋笼生产线是多工序、工步同时合生产钢筋笼专业设施,要求所有参与人员必须做到; 1;生产线操作人员必须熟悉本机生产全部工艺 2;生产线工作期间不允许非生产人员机械、工件。 3;生产前调试好各机械、部件及。试运行各动、自动功能 4;骨架成后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。 5;生产中随时处理物件及流动人员,保障生产。 6;设备上拼装骨架,工件时采点动,避免连续转动。 7;绕筋成后必须断开绕筋,推开小车给钢筋笼料让路 8;机械进行、更换机件、时不得开动机器 9;成机机械须有良好保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好工作状态。 10;工作完毕、停工期间清理场地、断开电源、主件遮盖。怎样做好钢筋笼滚焊机的防护工作,钢筋笼滚焊机是钢筋加工机械之一,我们在操作钢筋笼滚焊机时一定要遵守操作规程,不可违规操作避免加剧零部件的损害,我们使用钢筋笼滚焊机时怎样做好防护工作?接下来钢筋笼滚焊机将为大家介绍钢筋笼滚焊机防护工作。

在废旧钢筋调直机导向管的前部应安装一根1米左右的钢筋。被调直的钢筋应先穿过钢管,再穿入导向筒和调直筒,以防止每盘钢筋接近调直完毕时弹出伤人。 切断三、四根钢筋后需停机检查长度是否合适,如果有偏差,可调整限位开关或定尺板,直至适合为止。型钢筋切断机,它与建筑工程上各种钢筋混凝土中碳素钢及热轧圆钢和螺纹钢。亦可切断扁铁、方钢和角钢。二、产品特点1、体积小、质量好、结构紧凑、紧实可靠。2、润滑性能好:采用箱式封闭结构,齿轮飞溅润滑,依次加油连续作业可用上一个月以上。〈油面应不低于油标刻度尺线,使机器始终处于良好润滑状态〉3、功能耗损少:因润滑条件改善,齿轮轴端采用滚动轴承,于同类型切断机相比与同类型切断机相比同负载时功率可降低三分之一.4、移动方便:前轮转向,机动灵活,维修方便。二、主要技术参数切断钢筋直径:6/40(钢筋抗拉程度UB≦450mpa以下﹚切断扁钢规格:70×15切断方钢规格:32×32切断角钢规格:50×50切刀公称冲程:34连续切断次数32次/min电机功率:2.2/3KW 电压、380V 转速:2880r/min外形尺寸:1250×500×730mm整机质量:485KG钢筋直径在20mm上下同时切断根数表钢筋直径mm 6-8 9-13 4-18 19-20 20以上每次切断根数 6 5 3 2 1废旧钢筋切断机采用滚动轴承,阻力小,与同类型切断机相比,负载时可大幅降低功耗。废旧钢筋切断机采用高钢性刀座、连杆、高速国标电机,质量更稳定,使用寿命更长。废旧钢筋切断机功能损耗少,因润滑条件的改善,齿轮端。绕筋机
现货供应钢筋笼地滚机_诚信企业 jmc
钢筋直径 12-32mm直条弯曲方向 左侧机头,顺时针转;右侧机头,逆时针转弯曲边长 300---11700mm弯曲角度 0----180° 弯曲速度 60°/秒移动速度 0.6m/s长度精度 ±1mm角度精度 ±1°总功率 15KW一次弯曲支数 直径 D10 D12 D16 D18 D20 D25 D32 支数 。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋施焊等全部。6,组合式设计使搬运、安装、声场等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。7,绕筋,主筋可双筋同时制作。全自动钢筋弯曲中心生产厂家全自动钢筋弯曲中心产品特点:1、进口PLC结合触摸屏控制界面操作方便2、中心柔性钢筋锁紧机构设计,确保弯曲精度3、弯曲面板采用热处理,耐磨,延长使用寿命4、弯曲主轴由伺服控制,弯曲精度。 6、机械在同行简配降成本的大环境之下,坚持自我。为客户提供稳定可靠的数控钢筋弯曲中心。(该款数控钢筋弯曲中心自重4.5T) 数控钢筋弯曲中心G2L2-32一、性能优势: 1、两个机头可立式弯曲,同步作业,高产量省人工。 该设备拥有能在一个工作单元内同时进行多向弯曲,两个弯曲主机同时工作,大大提率,可承载5吨原材料,大大降低人工劳动.产品特点: 1、进口PLC结合触摸屏控制界面操作方便 2、中心柔性钢筋锁紧机构设计,确保弯曲精。 绕筋机
<兴安>建贸机械设备有限公司绕筋机性能指标●钢筋笼直径:φ400-2800mm●钢筋笼大长度:12-27m●材料规格:主筋φ12-40mm箍筋φ5-16mm盘筋直接作业●间距范围:50-450mm●焊接方式:手动焊接任选●操作人数:少2人●设备功率:10kwh~23kwh●设备尺寸:总长度63.技术参数◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:0~450mm可任意;◆ 功率:通设备15KW,加重设备20KW;可定做。◆ 滚焊速度根据操作熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采链式保护,确保设备运行。传统以来,在有桩基施工的建筑工程中,桩基所用的钢筋笼一直由人工缠绕绑扎或弯圆后焊接。由人工制作钢筋笼,间距不均匀,松松垮垮,极易变形,影响了工程质量;且需要大量的人力,加工成本也很高。在我国各施工现场,还是以人工加工为主,但钢筋笼的自动成型已成必然发展趋势。(设定各功能区域,选择钢筋笼生产工艺,确定本机位置) 功能应用主机;含机架、底座、铁辊、传动系统等。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。??此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。


