【镀锌波形护栏】-视频-普洱市【镀锌波形护栏】|楚雄|大理|西双版纳|怒江【镀锌波形护栏】(更新时间:2026-05-02 00:22:11)
更新时间:2026-05-02 00:22:11
Tags: 桥梁护栏





别再纠结于文字描述了,观看视频,让桥梁护栏产品为你展现真实魅力!
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98989989 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 是否定制 | 是 |
| 颜色 | 可定制 |
| 材质 | 201 304 |
| 范围 | 服务网络覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市等区域。 |

,选择鑫海达防撞桥梁景观护栏厂家(普洱市分公司)xinhaid2867,选择品质与信誉的保障。我们期待与您携手共创辉煌的未来,共同书写行业的新篇章!联系人:贾经理-【13863577835】,地址:云南省普洱市[开发区工业园]。

不锈钢复合管护栏不锈钢复合管怎么进行打压试验的 锈钢复合管是一种比较重要的不锈钢的产品的,关于不锈钢复合管而言更为重要的便是确保它的各种的修建以及工程 方面的作用,不锈钢复合管的衔接作用是比较强壮的,关于不锈钢复合管的运用的领域和场合也是比较多的,它经常 在一些重要的场合以及许多的方面中发挥着活跃的用途的。不锈钢复合管需求必定的高度和压力才能进行运用的,所 以在进行运用的时分必定要注意打压,这样的话它会更加的适用于压力大的当地,并且是拥有着杰出地状况的。以下 是相关的打压的试验: 把管衔接在一起形成一个圈,成一根管了,试压器接在任何一个出水口都能够,这时的压力指针是0个压。当一切水 管通路悉数衔接好后才能够试压,在测压前要封堵一切的堵头,封闭进水总管的阀门。测压时,加压直到压力表的指 针指向0.9-1.0左右,也便是说现在的压力是正常水压的3倍。坚持这个压力值必定时刻。 不同的水管测压时刻不一样,薄壁不锈钢管是30分钟,只能超出不能少;不锈钢复合管,它的时刻是20分钟;镀锌管要 是4个小时。 不锈钢复合管打压试验成果判断:在试压的时分要逐一查看接头、内丝接头。堵头都不能有渗水,有的人说堵头渗水 没事,那是哄人的,堵头渗水就直接影响试压器的表针,表针不断的下降谁能知道那个当地查看的是否详尽。 试压器在规定的时刻内表针没有一点点的下降或者下降幅度小于0.1就阐明水管管路是好的,同时也阐明试压器也是 正常工作状况。不锈钢复合管采用全屏蔽双密封管件衔接,能够达到密封不透水的百年运用作用,可是前提条件是装 置必定要到位。

不锈钢复合管护栏制造的基本工序 不锈钢复合管护栏在日子中的应用十分广泛,咱们日常日子中的许多地方都离不开不锈钢复合管护栏。咱们都知 道不锈钢复合管护栏的运用效果许多,可是却不知道不锈钢复合管护栏的制造工序,现在咱们大家就一起来简略的了 解一下。 一,概述 不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是 碳钢和低合金钢,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、 15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、 0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。 不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学 性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊 、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能 ,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与 复层交界处的异种金属焊接是关键。 二,焊前预备 1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要 向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开 )和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。 2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形 ;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳 钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。 3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡 口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当 焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层 中少熔入底层成分。 4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大); 当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图: 三,焊接操作 1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性, 一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。 2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊 根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看 不锈钢复合管护栏厚度而定。 3,由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂 乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一 部分。 4,先焊底层, 道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层 惯例焊接电流。底层焊完后,用碳弧气刨、铲削、磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接 过度层。 5,过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条 和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。 6,焊接小直径不锈钢复合钢管时, 层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。 7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层 终用低合金钢焊条填满底层焊缝。 8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温 和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。 9,操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层 约2mm. 四,焊后处理 对不锈钢复合钢的焊接接头,一般既不进行复层的固溶处理,也不进行消应力处理。可是关于极厚的焊件,常常 采取中间退火和消应力处理,残余应力的热处理好在底层焊完后进行,热处理后再焊过渡层和复层,如需整体 热处理时温度的选择要考虑对复层耐蚀性的影响、过渡层的不均匀性及异种钢物理性能的差异,温度一般为:450~ 650℃。 不锈钢复合钢的焊后处理常用办法有:退火处理、喷丸处理、借助变形法应力。

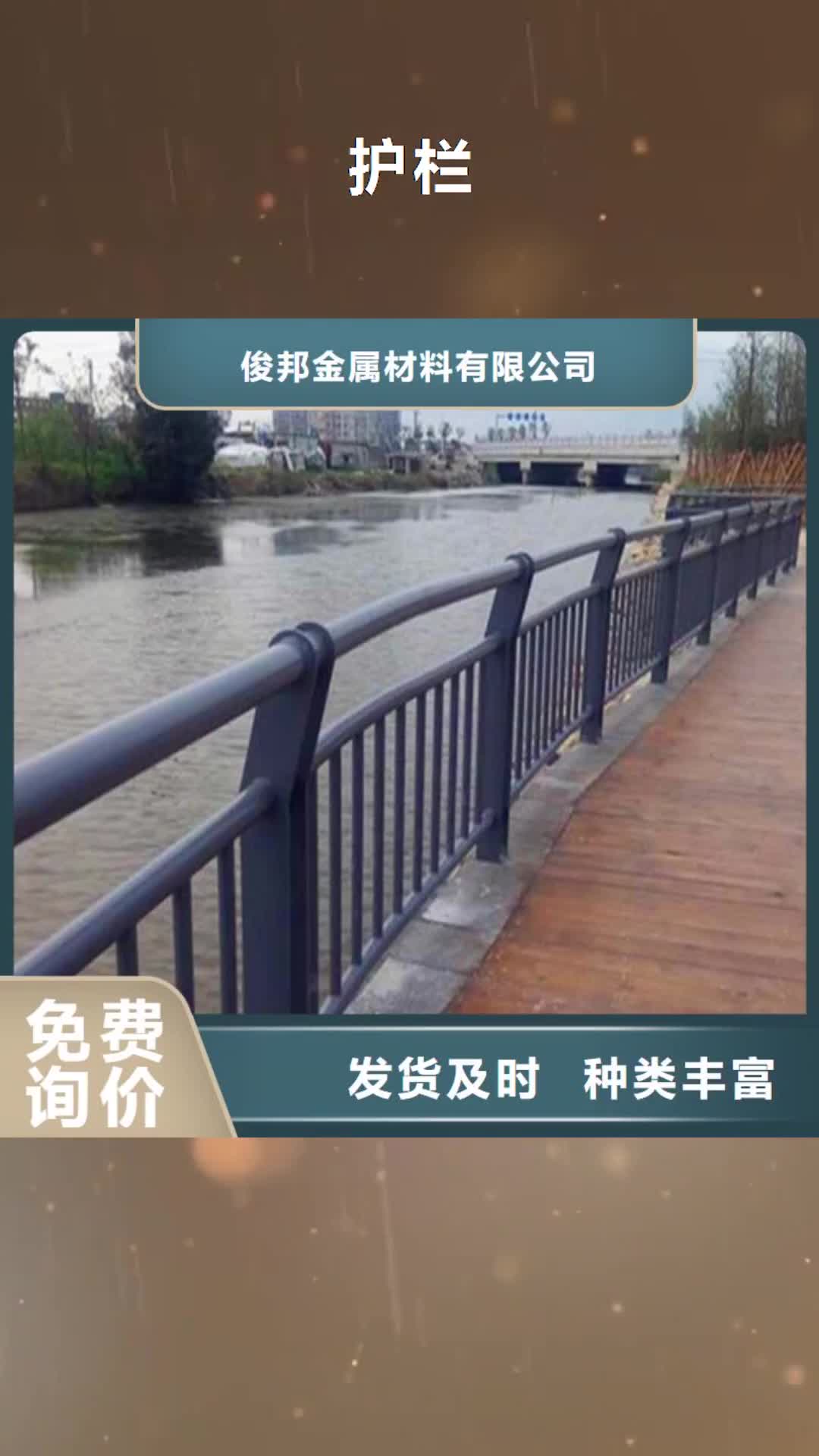
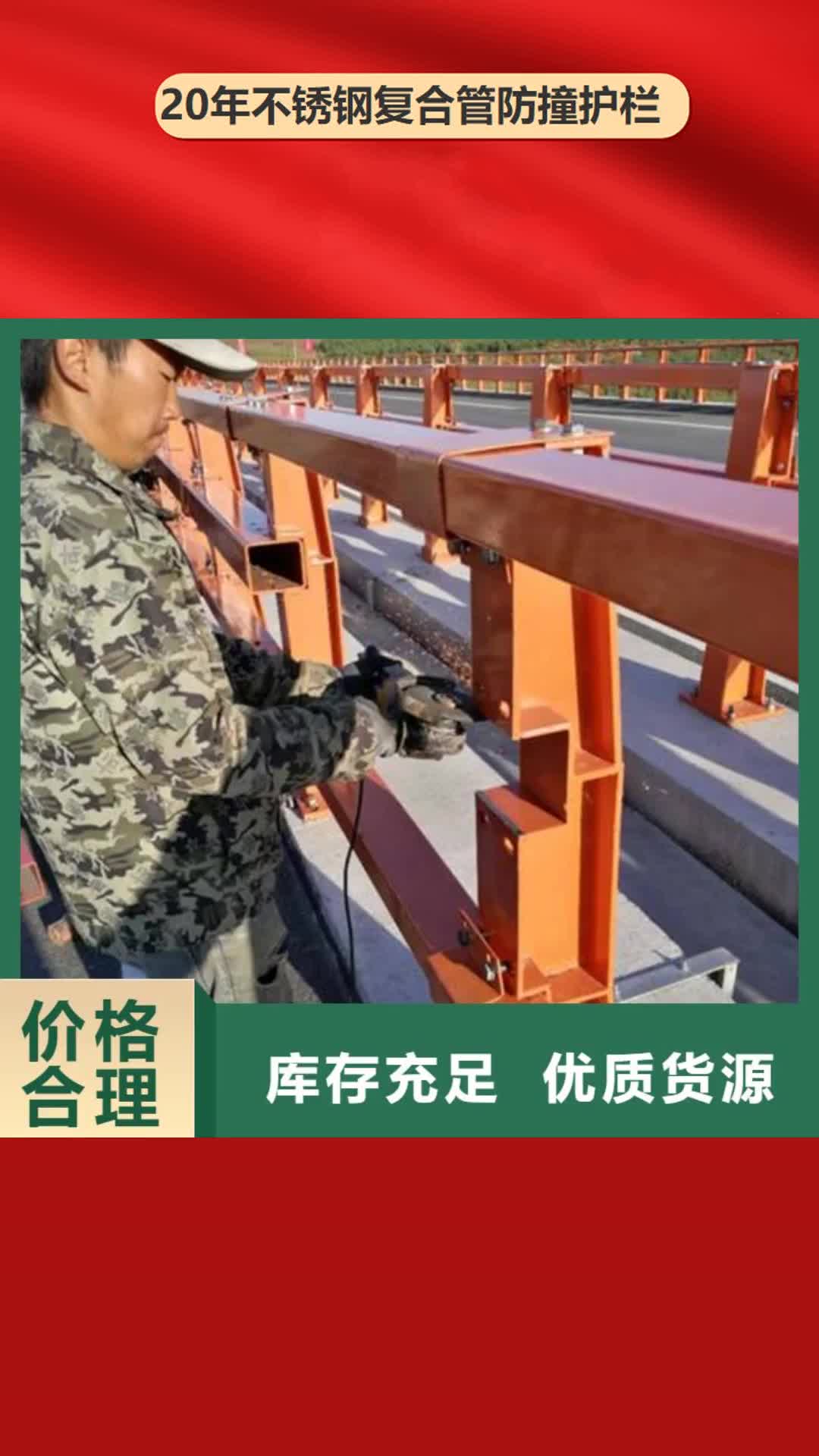
不锈钢复合管桥梁护栏是指设置于桥梁上的护栏。其目的是为了减少失控车辆越出桥外。不锈钢复合管护栏产品广泛用于市政工程,建筑和车辆配件。先进的复合设备,机械加工设备及先进的理化引进,检测设备,大中型钻床,车床,砂混机,喷砂机,回火窑及环保除尘设备及产品检验设备。 可以满足高品质和高性能产品的要求。 同时,公司还引进先进技术,不断引进大批专业技术人才,拓展先进技术改造设备和生产设备,公司技术实力不断增强更强大,经济实力继续增长。主要研发设计项目有:不锈钢碳钢复合管,201不锈钢复合管,304不锈钢复合管,不锈钢复合管护栏。 不锈钢复合管护栏具有各种碳钢和不锈钢的特点,以其优异的性能和价格比受到用户的欢迎,具有广阔的市场前景。桥梁不锈钢碳钢复合管护栏,景观不锈钢复合管护栏,道路不锈钢复合管护栏,人行道不锈钢复合管护栏,防撞不锈钢复合管护栏。






大家都爱看